在大豆油生产中,很多人只盯着压榨效率,其实真正决定出油率和油质的关键环节,往往是容易被忽视的——溶剂浸出工序。别小看这一步,它直接影响最终成品油的品质、能耗和整体成本。一个优化得当的浸出系统,能让每吨大豆多出1-2公斤油,一年下来就是几十万甚至上百万元的收益差距。👉 延伸阅读:【 大豆油浸出和压榨哪个利润高?】
传统工艺下,很多油厂还在用老式溶剂浸出罐,靠人工经验控制溶剂浓度和温度,不仅波动大、稳定性差,还经常因为操作不当引发安全隐患。
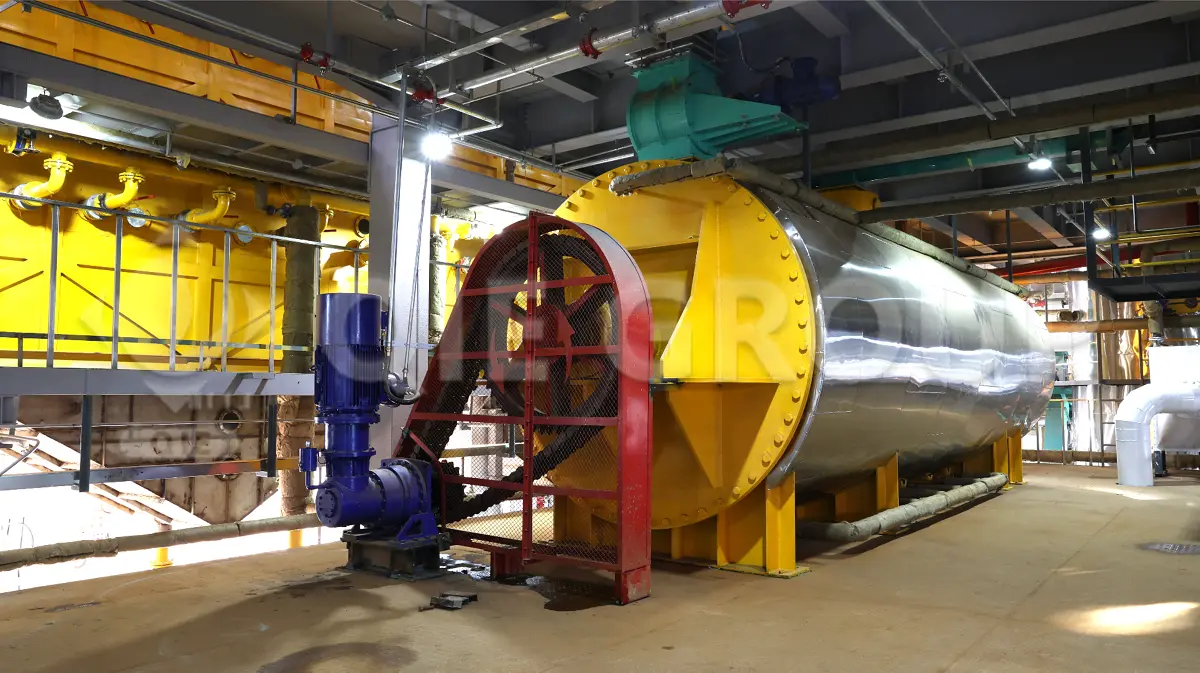
而像企鹅集团这样的专业供应商,早就把智能化和节能理念融入到设计里了。他们不是简单地换个设备,而是重新定义了整套浸出流程的逻辑:从物料流动、热能回收到安全防护,每个细节都经过反复验证。

传统浸出设备往往存在操作复杂、能耗高、维护困难等痛点。我们的全自动大豆油溶剂浸出设备,通过PLC智能控制系统与中央监控平台,实现了从上料、浸出、脱溶、蒸发到溶剂回收的全流程自动化。
1️⃣ 中英文操作界面,支持多语言切换,方便国际用户;
2️⃣ 就地控制按钮与自动联锁程序,确保操作安全;
3️⃣ 自动报警与趋势记录系统,实时掌控运行状态;
4️⃣ 两名操作工即可完成整线生产任务,显著降低人工成本。
这一系统极大地简化了工艺流程,同时保持设备运行的高稳定性与高出油率。👉 延伸阅读:【 如何提高大豆榨油率?】
我们深知连续生产对设备耐用性和可维护性的要求。为此,在机械结构细节上进行了全面优化:
1️⃣ 轴承外置设计,避免溶剂腐蚀,延长使用寿命;
2️⃣ 刮板链条耐磨升级,确保物料输送平稳;
3️⃣ 硬齿面减速机与快开手孔结构,检修更快捷;
4️⃣ 吊耳式结构,便于大型部件吊装与更换;
5️⃣ 防泄漏密封系统,确保车间安全与溶剂回收率。
这些改进让设备长期运行更稳定,维护周期更长,大幅减少意外停机时间。

随着能源价格上涨与环保政策趋严,节能降耗已成为油厂竞争力的关键。我们的智能浸出系统以“低料溶比、高效传质、负压蒸发与余热回收”为核心:
1️⃣ 低料溶比工艺:减少溶剂使用量,同时保持出油率;
2️⃣ 多级负压蒸发系统:大幅降低蒸汽消耗;
3️⃣ 油-油与溶剂热交换设计:回收余热再利用;
4️⃣ 溶剂循环净化系统:提高回收率,降低排放风险。
在实际应用中,该系统的综合节能率可达15%–20%,不仅降低运营成本,还符合国际环保标准。
企鹅集团的智能浸出设备已在多个国家成功运行,包括埃及、印尼、尼日利亚、乌兹别克斯坦等。
例如,在埃及30吨/日产的大豆油生产线项目中,通过低料溶比设计与多级热能回收系统,油厂的综合能耗比传统溶剂浸出设备下降约18%,溶剂消耗降低近20%,设备开机率超过95%。
类似的成果也在东南亚和非洲多地得到验证,为全球油厂提供了可复制的智能节能方案。
安全始终是企鹅集团设备设计的首要考量。系统配备了多重防护与自动监测模块:
1️⃣ 过载保护与轴监测装置
2️⃣ 可燃气体检测与报警系统
3️⃣ 紧急联锁与自动停机程序
4️⃣ 高温与压力多点传感系统
这些智能防护确保设备即使在高负荷运行下,也能在安全可控的环境中持续稳定生产。
Q1:你们的大豆油浸出设备适合哪些原料?
A:可广泛用于大豆、菜籽、葵花籽、棉籽、米糠等含油原料,系统可根据不同油料特性调整参数。
Q2:系统能否根据当地标准和气候定制?
A:可以。QIE集团支持根据不同国家的电压、环境湿度、溶剂类型及环保标准进行个性化设计。
Q3:这套浸出系统的能耗相比传统设备有什么优势?
A:通过多级热回收与低料溶比设计,综合能耗可降低15%–20%,显著减少蒸汽与溶剂消耗。
Q4:设备的出油率能达到多少?
A:在标准原料条件下,大豆出油率可达18.5%–19%,比常规设备高出约2个百分点。
Q5:企鹅集团是否提供安装与培训服务?
A:是的。我们提供全球范围内的安装调试、操作培训与技术指导,确保客户顺利投产。
Q6:系统的维护周期与售后支持如何?
A:设备采用高耐磨材料,正常运行可6–8个月检修一次。我们提供7×24小时远程技术支持与备件供应服务。
如果你也正面临出油率不稳定、能耗居高不下或者设备频繁故障的问题,不妨试试从溶剂浸出环节入手。这不是简单的设备升级,而是一次对整个生产逻辑的重构。别让每一滴大豆油白白流失,让技术真正为效益服务。
如果你正在寻找可靠、智能、可持续的大豆油生产线解决方案,企鹅集团专注油脂工程40余年,为你提供定制化溶剂浸出系统设计与落地支持。
立即咨询溶剂浸出设备详情 菜籽油加工厂
菜籽油压榨机
菜籽油过滤机
菜籽油精炼机
菜籽油预处理设备
小型菜籽油厂
小型食用油加工厂
小型油厂前景
食用油厂建设
小型油厂设备
食用油加工厂成本
油厂利润分析
油厂投资
食用油加工设备
5吨/小时棕榈油榨油机
棕榈果榨油机生产线
双螺旋棕榈油榨油机组
工业级棕榈油提取设备
棕榈仁核分离压榨一体机
花生油生产线
花生油加工设备
花生油精炼设备
小型花生油加工设备
花生油溶剂浸出设备
花生油压榨机
食用油加工设备
大豆油加工厂
棕榈油生产线
葵花籽油精炼设备
椰干油加工系统
菜籽油加工厂
菜籽油压榨机
菜籽油过滤机
菜籽油精炼机
菜籽油预处理设备
小型菜籽油厂
小型食用油加工厂
小型油厂前景
食用油厂建设
小型油厂设备
食用油加工厂成本
油厂利润分析
油厂投资
食用油加工设备
5吨/小时棕榈油榨油机
棕榈果榨油机生产线
双螺旋棕榈油榨油机组
工业级棕榈油提取设备
棕榈仁核分离压榨一体机
花生油生产线
花生油加工设备
花生油精炼设备
小型花生油加工设备
花生油溶剂浸出设备
花生油压榨机
食用油加工设备
大豆油加工厂
棕榈油生产线
葵花籽油精炼设备
椰干油加工系统






.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)


.webp?x-oss-process=image/resize,h_800,m_lfit/format,webp)












