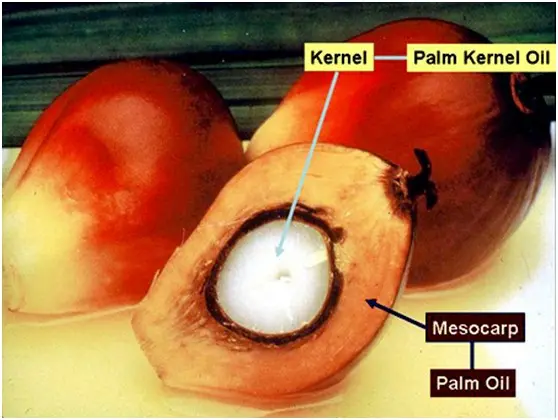
在全球植物油市场中,棕榈油以其高产率和多功能性占据重要地位。而棕榈仁油,作为棕榈果内核的提取物,富含高价值的饱和脂肪酸(如月桂酸)和维生素E,是食品工业(如代可可脂、煎炸油)、化妆品(洗涤剂、表面活性剂)及高品质生物柴油生产中的核心原料。
然而,棕榈仁具有硬度高、纤维结构明显以及油脂呈固液混合状态等物理特性,这对提取与精炼工艺提出了较高要求。如何在确保稳定品质、控制生产成本的同时实现高出油率,是该行业的核心挑战。本文将结合一线工程实践和关键技术参数,对现代棕榈仁油生产工艺进行系统、逐步解析,为全球食用油加工企业和工业投资者提供专业参考。
在部署现代棕榈仁油生产线时,工艺设计必须严格围绕以下四项技术与经济指标展开:
优化机械压榨与溶剂浸出系统的运行参数,压榨饼或浸出粕中的残油率降至行业领先水平,杜绝资源浪费。
精准控制游离脂肪酸、过氧化值、色泽及风味指标,确保产出油品完全符合国际通用标准(如 CODEX STAN 210)。
通过热能回收系统与变频驱动,大幅降低每吨原料的电耗、汽耗与水耗。
充分回收棕榈壳、饼粕和粕中的价值,构建循环经济模式,并缩短项目整体投资回收周期。
机械破壳:棕榈果仁先经过磁选机去除铁杂质,再进入专用齿辊破壳机或离心破壳机。通过精确调整辊缝与转速,将硬壳击碎,同时保持内部核仁的完整性。
高效仁壳分离:破碎后的混合物利用风选系统进行初步风力分级,随后进入水旋流器或泥水槽。利用核仁(密度较小,漂浮)与核壳(密度较大,下沉)的物理密度差异实现彻底分离。企鹅集团的自动化分离系统可将仁中含壳率控制在 2% 以下,壳中含仁率控制在 0.5% 以下。
干燥与调质:分离后的湿种仁含水率通常高达 18%。需立即送入连续式干燥床,将水分降至 6% - 8% 的安全储存与加工范围,以防止霉变。分离出的棕榈壳则是优质高热值生物质燃料,可直接送入工厂锅炉产生工艺蒸汽。

在进入提取设备之前,干燥后的种仁必须经过严格的机械与热工调质。这是决定最终出油效率的关键“隐性”工序:

根据投资规模、日处理能力和市场定位,油脂提取可采用两种成熟的商业化技术:
适用于:中小型工厂(10-50 吨/天)或特色冷榨、无化学溶剂油品。
蒸炒后的熟胚被均匀喂入螺旋压榨机。在渐进式螺距挤压和圆榨条的强大机械压力下,油脂被榨出,通过榨条缝隙汇集进入毛油槽。所得硬饼残油率可控制在 6% - 8%,并可作为高蛋白饲料原料。
适用于:大型工业化生产(50 至 1,000+ 吨/天),以实现最大化回收。
熟胚先经轻度预榨提取 50%-60% 的油脂,形成多孔饼胚。随后在浸出器中使用食品级正己烷浸洗,生成混合油。经过先进的 DTDC 粕处理和真空蒸馏后,成品粕中的残油可控制在 ≤ 1.0%,溶剂回收率超过 99.5%。

无论是机械压榨还是溶剂萃取获得的粗棕榈仁油,均含有固体悬浮颗粒和少量水分。粗油首先进入澄清罐进行重力沉降,然后泵入板框过滤机或自动卸渣叶片过滤机进行精滤。净化后的粗油悬浮杂质可降至 ≤ 0.05%,可有效防止储存过程中酸价上升,并减轻后续精炼工段的处理负担。
精炼是决定最终产品色泽、气味、烟点和保质期的关键环节。由于棕榈仁油属于月桂酸类油脂,其毛油通常具有较高的游离脂肪酸(FFA)含量(3%-7%)。因此,现代生产线普遍采用先进的物理精炼,以避免化学中和带来的高中性油损失和皂脚污染问题。

为进一步提升成品油的商业价值,精炼棕榈仁油常被送入干法分提系统,分离为液态棕榈仁油酸和固态棕榈仁硬脂。
精准结晶:精炼油先加热至 60°C,以消除现有晶种记忆,再泵入自动化控温结晶罐。系统按照预设温度曲线对油脂进行冷却(例如在 24 小时内以 0.5-1.0°C/h 的速率,从 60°C 平稳降至 25°C-28°C),并配合专利低速搅拌桨。高熔点的饱和脂肪酸(硬脂)开始均匀析出并长大形成颗粒饱满的晶核,而低熔点的油相(软脂)保持液态,期间必须严防晶体包裹液态油。
高压膜过滤:结晶后的固液混合物泵入专用的高压隔膜压滤机。在 6-15 bar 的机械挤压下,液态的软脂穿过滤布被排出,而硬脂晶体则被截留在滤饼腔内。分提后的棕榈仁硬脂是生产高端代可可脂(CBE/CBR)的刚需原料,其市场单价远超普通原油。

现代棕榈仁油生产线已经从经验管理转向数字化、绿色化和低碳化运营:
| 工艺环节 | 关键运行参数 | QIE Group 标准 | 客户经济效益 |
|---|---|---|---|
| 果仁/果壳分离 | 仁中含壳率 / 壳中含仁率 | ≤ 2.0% / ≤ 0.5% | 保护后续螺旋榨油机和辊筒免受果壳磨损;减少原料损失。 |
| 轧坯与调质 | 胚料厚度 / 蒸炒出口水分 | 0.3 - 0.5 mm / 5.0% - 6.0% | 实现机械压榨所需的最佳细胞破裂效果,为低残油率奠定基础。 |
| 螺旋压榨 | 干饼残油率 | 6.0% - 8.0% | 纯机械压榨模式下实现行业领先的出油率。 |
| 溶剂萃取 | 成品粕残油率 | ≤ 1.0% | 在大规模连续生产中实现近乎完全的脂类回收。 |
| 物理精炼 | 精炼总损耗 | ≤ 1.3 × ΔFFA | 由于没有皂脚夹带损失,相比化学精炼可使精炼油得率提高 1.5% 以上。 |
| 溶剂回收 | 每吨原料正己烷损耗 | ≤ 2.0 kg / t | 运行消耗成本极低;符合严格的全球环保标准。 |

A:棕榈仁油属于月桂酸型植物油,其初始游离脂肪酸含量较高,通常为 3% - 7%。如果采用传统化学精炼(烧碱中和),氢氧化钠会与大量 FFA 强烈反应,生成大量皂脚。这会导致中性油严重夹带,显著降低整体精炼得率,并产生处理难度很高的酸性废水。物理精炼则是在高温和深真空条件下通过直接蒸汽汽提去除 FFA,几乎不会产生皂脚夹带损失,精炼油产量更高,同时还能得到高纯度的棕榈脂肪酸馏出物,作为具有商业价值、可销售的工业副产物。
A:这一决策取决于资本支出与目标出油率、运行效率之间的平衡:
• 当日处理种仁能力低于 30 吨时,建议采用纯机械预榨 + 全压榨的两段压榨系统。这种方案无需化学溶剂,不需要复杂的防爆设施,审批更快,初始投资更低,投资回收也更快。
• 当日处理能力达到 50-100 吨以上时,预榨 + 浸出工厂则更具盈利性。与全压榨约 7.0% 的残油率相比,该萃取系统可将粕中残油降至 1.0% 以下。这意味着可在相同原料条件下,每天额外提取多吨高价值棕榈仁油。凭借这一效率提升带来的额外收益,投资者通常可在 12 至 18 个月内收回溶剂萃取设备成本。
A:棕榈仁油分提成功与否,完全取决于结晶曲线的控温精度与机械搅拌的剪切力控制。企鹅集团配备的第四代自动控温结晶罐,采用具有自主知识产权的专利低速搅拌浆叶(避免剪切力过大击碎晶体),配合高精度的PLC冷媒循环阀门,能严格确保油脂在连续降温降速过程中,晶核能够均匀、缓慢地生长为大小一致的球状晶体,从物理结构上断绝了包裹液态软脂的可能。再配合高压隔膜压滤机进行强力挤压,即可产出碘值(IV)极其稳定的高纯度硬脂。
作为全球知名的食用油加工机械、工程设计及整厂 EPC 交钥匙项目提供商,企鹅集团已成功在拉丁美洲、东南亚、西非和中东地区交付了数十条高效棕榈仁油生产线。
 棉籽油压榨
棉籽油精炼
自由棉酚控制
化学精炼
物理提炼
棕榈仁油加工
PKO加工
高产棕榈仁油
螺旋压榨机
溶剂萃取
交钥匙石油加工
大豆油生产线
大豆油加工
预处理 压榨 萃取 精炼
食用油加工设备
高效大豆油系列
植物油加工产业
食用油加工技术
植物油精炼趋势
油脂加工厂设计
油厂自动化
食用油交钥匙工程
油脂提取与精炼
芝麻油生产线
芝麻油加工厂
芝麻油压榨机
热榨芝麻油
冷榨芝麻油
棉籽油压榨
棉籽油精炼
自由棉酚控制
化学精炼
物理提炼
棕榈仁油加工
PKO加工
高产棕榈仁油
螺旋压榨机
溶剂萃取
交钥匙石油加工
大豆油生产线
大豆油加工
预处理 压榨 萃取 精炼
食用油加工设备
高效大豆油系列
植物油加工产业
食用油加工技术
植物油精炼趋势
油脂加工厂设计
油厂自动化
食用油交钥匙工程
油脂提取与精炼
芝麻油生产线
芝麻油加工厂
芝麻油压榨机
热榨芝麻油
冷榨芝麻油






.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)


















