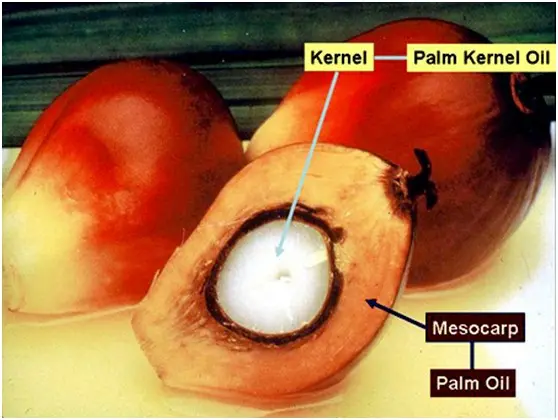
In the global vegetable oil market, palm oil occupies a dominant position due to its high yield and versatility. palm kernel oil, extracted from the kernel inside the palm nut, is a high-value byproduct rich in saturated fatty acids (such as lauric acid) and Vitamin E. It serves as a critical raw material in the food industry (e.g., cocoa butter equivalents, frying fats), cosmetics (surfactants, detergents), and high-quality biodiesel production.
However, the physical characteristics of palm kernels—characterized by high hardness, fibrous structures, and a mixture of solid-liquid fat states—demand sophisticated extraction and refining technologies. Achieving a high oil yield while maintaining stable quality and controlling production costs represents the core challenge within the industry. This article provides an in-depth, step-by-step analysis of the modern palm kernel oil production process, integrating first-line engineering practices and critical technical parameters to serve as a professional reference for edible oil processing enterprises and industrial investors worldwide.
When deploying a modern palm kernel oil production line, the process design must strictly center around four technical and economic benchmarks:
Optimizing mechanical pressing and solvent extraction parameters to reduce residual oil in the press cake or meal to industry-leading minimums.
Precisely controlling Free Fatty Acids (FFA), Peroxide Value (PV), color, and flavor profiles to fully comply with international standards like CODEX STAN 210.
Drastically reducing electricity, steam, and water consumption per ton of raw material through advanced heat recovery and VFDs.
Realizing full value recovery from shells, cakes, and meals to establish a circular economy and shorten the overall project ROI cycle.
Mechanical Cracking: Palm nuts pass through a magnetic separator to remove ferrous impurities and are then fed into a specialized corrugated roller cracker or centrifugal cracking machine. By precisely adjusting the roller gap and speed, the hard shells are cracked open while preserving the integrity of the internal kernels.
Efficient Kernel-Shell Separation: The cracked mixture is routed to an air separator for initial pneumatic grading, followed by a hydrocyclone or clay bath system. Separation is achieved based on the physical density difference between the kernels (lower density, floats) and the shells (higher density, sinks). QIE Group’s automated separation system limits the shell content in kernels to ≤ 2.0% and the kernel content in shells to ≤ 0.5%.
Drying & Conditioning: The moisture content of separated wet kernels is typically as high as 18%. They are immediately transferred to a continuous drying bed to reduce moisture to a safe storage and processing threshold of 6% - 8%, preventing mold growth. The separated palm shells function as an excellent high-calorific biomass fuel, which can be fed directly into the plant's boiler to generate process steam.

Before entering the extraction equipment, dried kernels must undergo rigorous mechanical and thermodynamic conditioning. This is the crucial "hidden" sequence that determines the final oil extraction efficiency:

Depending on investment scale, daily processing capacity, and market positioning, oil extraction utilizes one of two mature commercial technologies:
Best for: Small to medium plants (10-50 TPD) or specialty cold-pressed, chemical-free oil.
The conditioned material is fed into a heavy-duty screw press Under intense mechanical pressure, oil is squeezed out through the barrel bars into a collection tank. The resulting hard cake retains a residual oil content controlled between 6% and 8% and serves as a high-protein feed ingredient.
Best for: Large-scale industrial operations (50 to 1,000+ TPD) for maximum recovery.
Flakes undergo light pre-pressing to extract 50%-60% of the oil, forming porous cakes. These cakes are washed with food-grade n-hexane in an extractor to create miscella. After advanced DTDC meal processing and vacuum distillation, the finished meal residual oil is kept at ≤ 1.0%, with a solvent recovery rate exceeding 99.5%.

Whether obtained via mechanical pressing or solvent extraction, Crude Palm Kernel Oil contains solid suspended particles and trace moisture. The crude oil is first routed to a clarification tank for gravity sedimentation, then pumped into a plate and frame filter or an automatic discharge leaf filter for fine filtration. The purified crude oil features suspended impurities of ≤ 0.05%, effectively preventing a surge in acid value during storage and alleviating the processing burden on the downstream refinery.
Refining is the decisive stage governing the color, odor, smoke point, and shelf life of the final product. Because palm kernel oil belongs to the lauric acid oil family, its crude oil generally exhibits a high Free Fatty Acid (FFA) content (3%-7%). Consequently, modern production lines universally deploy advanced Physical Refining to avoid the high neutral oil loss and soapstock pollution associated with chemical neutralization.

To multiply the commercial value of the finished oil, refined palm kernel oil is frequently routed to a Dry Fractionation System to separate it into liquid Palm Kernel Olein and solid Palm Kernel Stearin.
Precision Crystallization: The refined oil is heated to 60°C to destroy any existing crystal memory, then pumped into an automated, temperature-controlled crystallization crystallizer. The system cools the oil according to a preset temperature curve (e.g., smoothly cooling from 60°C to 25°C-28°C over 24 hours at a rate of 0.5-1.0°C/h), supported by patented low-speed agitation blades. High-melting-point saturated fatty acids (stearin) begin to nucleate and grow into uniform, solid crystal clusters, while low-melting-point olein remains liquid. Precision is paramount here to prevent the crystals from trapping liquid oil.
High-Pressure Membrane Filtration: The crystallized solid-liquid slurry is pumped into a specialized High-Pressure Membrane Filter Press. Under a mechanical squeeze pressure of 6-15 bar, the liquid olein passes through the filter cloth and is discharged, while the hard stearin crystals are retained within the chambers. Fractionated palm kernel stearin is an essential ingredient for producing premium Cocoa Butter Substitutes/Equivalents (CBE/CBR), commanding a market price substantially higher than crude oil.

Modern palm kernel oil production lines have moved away from empirical management toward digital, green, and low-carbon operation:
| Process Stage | Key Operational Parameter | QIE Group Standard | Client Economic Benefit |
|---|---|---|---|
| Nut/Shell Separation | Shell in Kernels / Kernel in Shells | ≤ 2.0% / ≤ 0.5% | Protects downstream expeller screws and rollers from shell wear; halts raw material loss. |
| Flaking & Conditioning | Flake Thickness / Outlet Moisture | 0.3 - 0.5 mm / 5.0% - 6.0% | Achieves optimal cell rupture for mechanical pressing; lays the foundation for low residual oil. |
| Screw Pressing | Residual Oil in Dry Press Cake | 6.0% - 8.0% | Industry-leading oil yield under purely mechanical pressing modes. |
| Solvent Extraction | Residual Oil in Finished Meal | ≤ 1.0% | Realizes near-total lipid recovery from kernels in large-scale mass production. |
| Physical Refining | Total Oil Yield Loss in Refining | ≤ 1.3 × ΔFFA | Increases refined oil yield by over 1.5% compared to chemical refining due to the absence of soapstock entrapment. |
| Solvent Recycling | Hexane Loss per Ton of Raw Material | ≤ 2.0 kg / t | Exceptionally low operating consumable costs; fully compliant with stringent global environmental standards. |

A: Palm kernel oil is a lauric acid vegetable oil with an elevated initial Free Fatty Acid (FFA) content (typically 3% - 7%). If traditional chemical refining (caustic soda neutralization) is applied, the sodium hydroxide reacts aggressively with the high volume of FFAs, generating massive quantities of soapstock. This leads to severe neutral oil entrapment, drastically lowering the overall refining yield, and creates highly challenging acidic wastewater. Physical refining uses direct steam stripping under high temperatures and deep vacuum to remove FFAs. It generates virtually no soapstock entrapment loss, yields higher refined oil volumes, and produces high-purity Palm Fatty Acid Distillate (PFAD) as a valuable, salable industrial byproduct.
A: This decision depends on balancing your capital expenditure (CAPEX) with targeted oil recovery rates and operational efficiency:
• When the daily kernel processing capacity is under 30 tons, a purely mechanical pre-pressing + full pressing (two-stage pressing) system is recommended. This approach avoids chemical solvents, eliminates complex explosion-proof facility requirements, expedites regulatory approval, requires lower initial investment, and delivers fast payback.
• When daily capacity reaches 50-100+ tons, a pre-pressing & solvent extraction plant becomes highly profitable. The extraction system drops the residual oil in meal below 1.0%, compared to around 7.0% in full pressing. This means extracting multiple extra tons of high-value PKO daily from the same amount of raw material. The added revenue from this efficiency typically allows investors to fully recover the solvent extraction equipment cost within 12 to 18 months.
A: Successful palm kernel oil fractionation depends entirely on cooling curve precision and agitation shear control. QIE Group’s fourth-generation crystallization crystallizers utilize patented low-speed agitation blades designed to prevent crystal breakage from excessive shear force, paired with PLC-controlled coolant valves. This combination guarantees that the oil cools at a precise, slow rate, allowing stearin crystals to nucleate and mature into uniform, solid spheres. This physical structure eliminates the risk of trapping liquid olein. When passed through our high-pressure membrane filter presses, the system consistently delivers solid fractions and liquid fractions with highly stable Iodine Values (IV).
As a globally recognized provider of edible oil processing machinery, engineering designs, and complete EPC turn-key projects, QIE Group has successfully delivered dozens of highly efficient palm kernel oil production lines across Latin America, Southeast Asia, West Africa, and the Middle East.
 cottonseed oil pressing
cottonseed oil refining
free gossypol control
chemical refining
physical refining
Palm kernel oil processing
PKO processing
high-yield palm kernel oil
screw press
solvent extraction
turnkey oil processing
soybean oil production line
soybean oil processing
pretreatment pressing extraction refining
edible oil processing equipment
efficient soybean oil line
Vegetable oil processing industry
Edible oil processing technology
Vegetable oil refining trend
Oil processing plant design
Oil refinery automation
Edible oil turnkey project
Oil extraction and refining
sesame oil production line
sesame oil processing plant
sesame oil pressing machine
hot pressed sesame oil
cold pressed sesame oil
cottonseed oil pressing
cottonseed oil refining
free gossypol control
chemical refining
physical refining
Palm kernel oil processing
PKO processing
high-yield palm kernel oil
screw press
solvent extraction
turnkey oil processing
soybean oil production line
soybean oil processing
pretreatment pressing extraction refining
edible oil processing equipment
efficient soybean oil line
Vegetable oil processing industry
Edible oil processing technology
Vegetable oil refining trend
Oil processing plant design
Oil refinery automation
Edible oil turnkey project
Oil extraction and refining
sesame oil production line
sesame oil processing plant
sesame oil pressing machine
hot pressed sesame oil
cold pressed sesame oil
















.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)








