En el competitivo mercado actual de aceites comestibles, la claridad estable ya no es un atributo estético. En el caso del aceite de girasol, es el resultado visible de la disciplina de ingeniería, el control de procesos y la fiabilidad operativa a largo plazo. Un aceite transparente y brillante con un color uniforme y una alta estabilidad oxidativa demuestra no solo la calidad del producto, sino también la madurez del sistema de producción.
Para los inversores, propietarios de fábricas y tomadores de decisiones de proyectos, construir una línea de producción de este tipo no es una cuestión de ensamblar equipos, sino una tarea de ingeniería de sistemas que requiere una comprensión profunda del comportamiento de la materia prima, los cuellos de botella del proceso, la adaptación de los equipos y el control de riesgos.
Como proveedor de soluciones integrales de aceite comestible, QIE Group aborda los proyectos de aceite de girasol desde una perspectiva práctica y probada. Este artículo explica cómo diseñar una línea de producción de aceite de girasol que pueda suministrar continuamente un aceite estable y transparente, a escala industrial y en condiciones reales de operación.
En la etapa inicial de un proyecto de aceite de girasol, las conversaciones con inversores y gerentes de planta suelen centrarse en preocupaciones similares. Detrás de cada pregunta se esconde un posible riesgo de ingeniería.
¿La inversión inicial está alineada con la demanda realista del mercado?
¿Puede la línea alcanzar rápidamente una producción estable sin una puesta en marcha prolongada?
¿Se mantendrá eficiente la utilización del equipo ante fluctuaciones estacionales o de materias primas?
En la práctica, el desajuste de capacidad es uno de los factores más comunes que afectan el retorno de la inversión a largo plazo en proyectos de aceite comestible.
¿Por qué la claridad del aceite fluctúa de un lote a otro?
¿Puede el proceso tolerar variaciones de la materia prima según el origen o el año de cosecha?
¿Las fallas en las pruebas de frío son incidentes ocasionales o signos de debilidad del proceso estructural?
La pérdida de claridad rara vez es causada por una sola máquina: casi siempre es el resultado de una desviación acumulada del proceso.
¿Se subestiman las pérdidas de refinación en la etapa de factibilidad?
¿Qué tan estables son el consumo de energía y el uso de solventes (si se aplica extracción)?
¿La invernada y la filtración se convertirán en cuellos de botella operativos diarios?
Muchas plantas parecen económicas en el papel, pero revelan su costo real sólo después de meses de operación inestable.
¿El proceso seleccionado está probado industrialmente o es sólo teóricamente sólido?
¿El funcionamiento estable depende de operadores altamente experimentados?
Cuando aparece turbidez o mal olor, ¿existe una lógica clara para solucionar el problema?
¿Puede la línea cumplir con los estándares GB, Codex, UE y FDA?
¿Es el proceso lo suficientemente flexible para manejar aceite de girasol estándar y alto oleico?
Todas estas preguntas apuntan a un requisito fundamental: capacidad de ingeniería de sistemas, más que el rendimiento de equipos aislados.

Todo proyecto exitoso de aceite comestible comienza con una comprensión realista de la materia prima. Las semillas de girasol presentan desafíos específicos que deben abordarse desde la etapa de diseño.
Contenido de aceite: típicamente 40–50%, lo que afecta directamente el desempeño económico.
Impurezas físicas: cáscaras, arena, piedras y partículas metálicas que definen la intensidad del pretratamiento.
Gomas y fosfolípidos: influyen en la carga de desgomado y la eficiencia de separación.
Ácidos grasos libres (AGL): reflejan frescura y determinan la estrategia de refinación.
Pigmentos: clorofila y carotenoides que requieren adsorción selectiva.
Ceras: el factor decisivo para la claridad del aceite, especialmente durante el almacenamiento a baja temperatura.
En proyectos reales, subestimar el contenido de cera es la ruta más rápida hacia problemas de turbidez crónica.
Basándonos en estas características, los objetivos de ingeniería van mucho más allá del rendimiento petrolero:
Claridad estable durante toda la vida útil.
Color brillante y consistente sin reversión del color.
Alta estabilidad oxidativa
Máxima retención de antioxidantes naturales (tocoferoles)
Para obtener aceite de girasol de alta calidad, el refinado físico suele ser la ruta preferida, siempre que el desparafinado y la filtración estén diseñados para lograr robustez industrial.
Una línea de producción típica de aceite de girasol incluye:
Pretratamiento → Prensado / Preprensado + Extracción con solventes → Filtración de petróleo crudo → Desgomado → Desacidificación → Decoloración → Desodorización → Desparafinado (Winterización) → Filtración de pulido final
Es fundamental comprender que los problemas de claridad suelen aparecer al final del proceso, mientras que sus causas fundamentales se originan aguas arriba.
Una limpieza eficiente (cribado, separación magnética, despedregamiento) protege los equipos posteriores y reduce los riesgos de oxidación inducidos por iones metálicos.
Durante el triturado y descascarillado, el enfoque de ingeniería es:
Espesor uniforme de las escamas
Generación controlada de multas
Estructura interna favorable para la liberación de aceite.
Desde un punto de vista operativo:
Una temperatura de prensa estable y una tensión mecánica controlada son más valiosos que buscar el máximo rendimiento de aceite.
Las prensas de tornillo de dos etapas con control de temperatura y frecuencia variable ofrecen un mejor equilibrio entre la calidad del petróleo crudo y la economía.
La filtración de petróleo crudo no se limita a la eliminación de sólidos. Una capacidad de filtración insuficiente suele provocar:
Exceso de gomas que ingresan al sistema de refinación
Mayor consumo de tierra decolorante
Inestabilidad progresiva de la filtración aguas abajo

El desgomado con agua combinado con el desgomado con ácido se aplica comúnmente. La eficiencia de separación de las centrífugas de discos, más que el tiempo de reacción, determina la calidad real de la eliminación del chicle.
Los parámetros de ingeniería clave incluyen:
Vacío ultra alto estable
Distribución uniforme de la película de aceite
Vapor de decapado seco y sin oxígeno
En la práctica, la inestabilidad del vacío no solo reduce la eficiencia de eliminación de FFA sino que aumenta significativamente el riesgo de oxidación.
La decoloración no se trata de lograr el color más claro posible.
El juicio de ingeniería se centra en:
Eficiencia de adsorción de clorofila
Eliminación segura de la tierra decolorante usada
Temperatura y tiempo de contacto equilibrados
La filtración en dos etapas (hoja de presión + filtro de seguridad) es estándar en proyectos de aceite de girasol de alta calidad.
Los principales riesgos durante la desodorización son el daño térmico y la oxidación. Un tiempo de residencia corto, un control preciso de la temperatura y la protección con gas inerte son esenciales para la estabilidad del sabor.
Un sistema de desparafinado robusto requiere:
Curvas de enfriamiento programables
Tiempo adecuado de maduración de los cristales
Filtración confiable a baja temperatura
La experiencia del proyecto confirma repetidamente:
💡La confiabilidad de la filtración a menudo determina el éxito más que la cristalización en sí.

Las causas más comunes son:
Desparafinado incompleto
Gomas residuales o tierra blanqueadora
Condiciones de refrigeración y almacenamiento inadecuadas
Los desencadenantes típicos incluyen:
Alto FFA inicial
Diseño inadecuado del sistema de blanqueo
Temperatura o tiempo de desodorización excesivos
El control de ingeniería se centra en:
Gestión estricta de iones metálicos
Protección con gas inerte durante todo el refinado
Retención equilibrada de antioxidantes naturales.
Causas más frecuentes:
Mala integración del calor
Automatización insuficiente que provoca fluctuaciones en el proceso
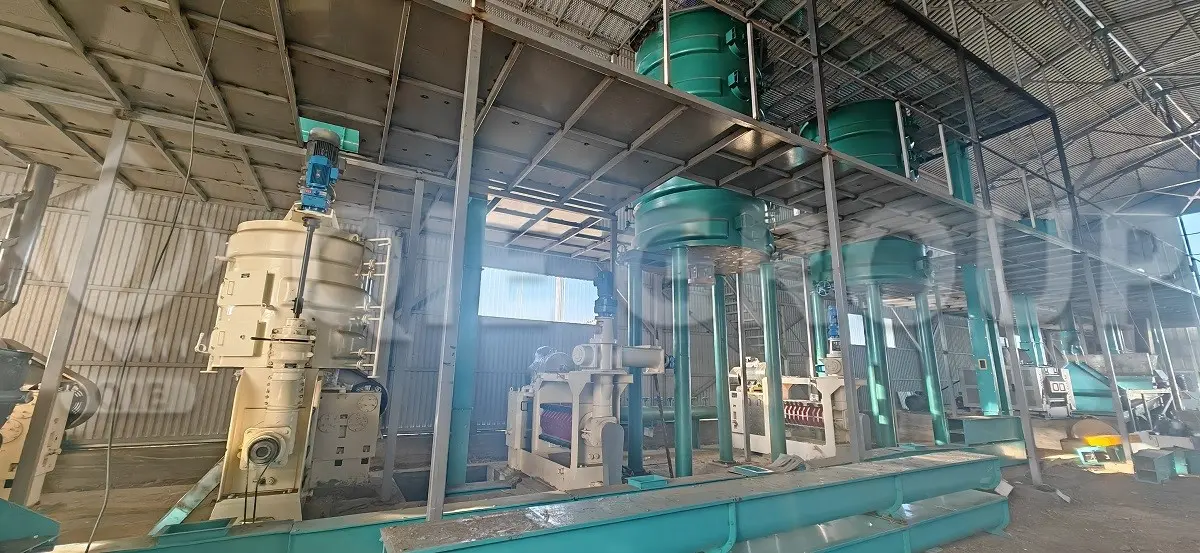
En un gran proyecto de aceite de girasol en Kazajistán, QIE Group entregó el proyecto llave en mano, desde el diseño del proceso hasta la puesta en marcha. Los objetivos del proyecto incluyeron:
Prueba de claridad en frío a 0 °C durante 24 horas
Cumplimiento del mercado de la UE
Alta automatización y baja variabilidad operativa
Mediante el refuerzo del sistema de desparafinado y la optimización de las redes de vacío y recuperación de calor, el proyecto consiguió:
Pérdida de refinación por debajo del 1,2%
Estabilidad oxidativa por encima de 15 horas
Producción estable desde la primera puesta en marcha 👉( Caso del proyecto de aceite de girasol del Grupo QIE )
Este proyecto demostró una vez más que la claridad del aceite es el resultado de la ingeniería del sistema, no del rendimiento de equipos individuales.
Comience con la realidad de la materia prima , no con las listas de equipos
Diseño para la estabilidad del sistema , no para la optimización de un solo punto
Confíe en la automatización , no solo en la experiencia del operador
Exponer los riesgos en la etapa de diseño , no después de la puesta en servicio
En QIE Group, creemos que una línea de producción de aceite de girasol verdaderamente confiable debe estar diseñada para gestionar la variabilidad, no solo para funcionar en condiciones ideales. Elegir un socio con experiencia demostrada en ingeniería es la manera más eficaz de reducir la incertidumbre del proyecto y garantizar una producción estable y a largo plazo de aceite de girasol transparente y de alta calidad.
 tasa de extracción de aceite de soja
Selección de equipos de prensado de aceite
Optimización del proceso de lixiviación
Procesamiento de aceite comestible
prensa de aceite de soja
Equipos para el procesamiento de aceite de soja
planta de aceite de girasol a pequeña escala
Equipos para procesar aceite de girasol
Línea de producción de aceite de girasol
equipo de refinación de aceite de girasol
desparafinado de aceite de girasol
Prensa de aceite de colza
Refinadora de aceite de colza
Planta de procesamiento de aceite de colza
Pretratamiento de aceite de colza
Pequeña planta de molienda de aceite de colza
Filtro de aceite de colza
Procesamiento inteligente del petróleo
Producción de aceite comestible verde
Soluciones de ahorro energético para plantas petrolíferas
Monitoreo inteligente de datos
Equipos de procesamiento de petróleo
Equipos para procesar aceite comestible
Línea de producción de aceite comestible llave en mano
planta procesadora de aceite comestible
equipo de refinación de aceite comestible
equipo de extracción por solventes de aceite comestible
máquina de prensado de aceite comestible
tasa de extracción de aceite de soja
Selección de equipos de prensado de aceite
Optimización del proceso de lixiviación
Procesamiento de aceite comestible
prensa de aceite de soja
Equipos para el procesamiento de aceite de soja
planta de aceite de girasol a pequeña escala
Equipos para procesar aceite de girasol
Línea de producción de aceite de girasol
equipo de refinación de aceite de girasol
desparafinado de aceite de girasol
Prensa de aceite de colza
Refinadora de aceite de colza
Planta de procesamiento de aceite de colza
Pretratamiento de aceite de colza
Pequeña planta de molienda de aceite de colza
Filtro de aceite de colza
Procesamiento inteligente del petróleo
Producción de aceite comestible verde
Soluciones de ahorro energético para plantas petrolíferas
Monitoreo inteligente de datos
Equipos de procesamiento de petróleo
Equipos para procesar aceite comestible
Línea de producción de aceite comestible llave en mano
planta procesadora de aceite comestible
equipo de refinación de aceite comestible
equipo de extracción por solventes de aceite comestible
máquina de prensado de aceite comestible
















.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)

.webp?x-oss-process=image/resize,h_800,m_lfit/format,webp)







